
气涨轴杆上凹槽如何生产?气胀轴铣槽专用数控

气胀轴铣槽专用数控机床
气涨轴是一种特制的收卷、放卷轴,是由中空的轴杆、轴头、套片、顶轴和顶片等组成,在轴杆上分布有很多的圆柱形凹槽,不同长度的气胀轴上凹槽的数量不同,如果选用传统的铣床进行单个凹槽进行生产,不仅浪费人力,而且加工效率慢。那么用什么机器设备可以提供生产效率呢?这里推荐山东威力重工自主研发设计生产的气胀轴铣槽专用数控机床,是公司设计的一款专利产品,目前,该设备已经应用于多家企业,好评不断。

铣槽完成的气胀轴轴杆
山东威力重工机床有限公司研发设计生产的气胀轴铣槽专用数控机床采用三轴数控系统控制方式,一轴采用伺服电机驱动数控分度头实现自动分度;另两轴采用十字进给,伺服电机驱动滚珠丝杠实现进给,动力头数量为壹套,动力头功率为4KW,动力头转速可调;工件由数控分度头所配的三爪卡盘夹紧并分度,为避免加工震动配三台自定心两爪液压卡盘辅助支承,可以依工件长度而调整距离。

气胀轴铣槽加工现场
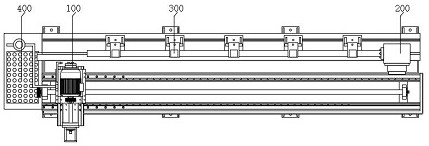
气胀轴铣槽专用数控机床组成结构:
气胀轴铣槽专用数控机床包括机床主体,以及设置于机床主体上的主轴箱、分度盘、顶尖、伺服装置和排屑装置;分度盘和顶尖分别相向设置在机床主体两侧;主轴箱可移动的设置于机床主体上;排屑装置包括可拆分的传送机构和收集机构;机床主体中间设置有开口;传送机构设置于开口下方,承接开口掉落的废屑,并传送至收集机构;伺服装置控制分度盘、顶尖和主轴箱运动。采用伺服装置控制气胀轴铣槽专用数控机床,能够减少操作人员参与度,增加安全性和生产效率,降低成本。

气胀轴轴杆铣削加工中
气胀轴铣槽专用数控机床包括钻孔组件、分度组件、固定组件和喷水组件。钻孔组件包括机架、第三支架、第一电机、第一传动件、主轴、刀具安装头、第一滑块、第一滑轨、第一丝杆、第二电机、第二传动件、第二滑轨、第二滑块、第二丝杆和第三电机,第一滑轨固定在机架的上表面,当需要对气胀轴的位置进行变换时,控制液压缸的活塞杆回缩,第四电机输出轴的转动,实现分度头对气胀轴角度的变换,再次利用液压缸把气胀轴固定住,再进行钻孔操作,该气胀轴铣槽专用数控机床上的分度头不需要人力即可实现对气胀轴角度的变换,节省了人力。
气胀轴轴杆铣削加工中
气胀轴杆上凹槽是如何生产的?只需要将需要加工的气涨轴杆,防止到气涨轴铣槽专用数控机床上,启动机器,由数控系统进行控制,实现对气胀轴杆凹槽的铣削加工。机器结构简单,操作方便。目前,山东威力重工设计生产有1.5、2米、2.5米、3米、4米等尺寸的气胀轴铣床专用数控机床设备,想要了解更多,咨询张经理:18306370898(可加微信)







 扫描二维码,专业技术咨询,了解公司最新动态
扫描二维码,专业技术咨询,了解公司最新动态